Today, the competition faced by flexo label printers is getting bigger and bigger, so they are all headed for the shrink label market. The shrinking label market is new and has a large growth potential. It is also different from the generally relatively low-limit and easy-to-join label market, which can prevent new companies from entering the competition. Traditional flexographic printers have begun to purchase shrink-label technology devices, including: bonding machines and new printing presses, which are expected to grow at a rate of 7 to 10 percent per year, compared to the general rate of growth of only 4 to 5 percent. Market is high.
Regional-based products and patented products rely on packaging design to attract customers' attention, which opens the door for small and medium-sized label markets. The market development of ethnic foods, organic foods, and health foods, as well as the labeling regulations of the US Food and Drug Administration, have increased the business opportunities in the label market.
According to industrial statistics made by the Business Development Association of Bethesda, Maryland, the local film used in the entire shrink label market in 2003 was between 49 million and 53 million (about 300 million U.S. dollars). Gravure printing occupies this market, and it is estimated that only 15 percent of shrink labels are printed in flexo.
When to enter the label market
Patented food and regional product projects are now increasing, which increases the diversity of market management items. This emerging phenomenon makes the shrink labels work seamlessly with the flexographic printing industry, which has had a short period of growth. The quality of flexographic printing has not only been continuously improved, but its prepress cost has also been lower than that of gravure printing. This is an important factor in flexographic printing for the label market.
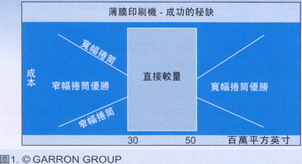
If you plan to enter the flexible label market, you can refer to the recent industry research report. It is estimated that with a print volume of less than 40 million square inches, a narrow reel wins; with a print volume of more than 40 million square inches, a wide reel wins. (see picture 1)
If a 40-inch wide web is used, the profit and loss balance between flexo wide web printing and gravure printing is about 500,000 meters. This number depends on many factors, including: capital equipment costs and overall cost.
Two very different markets
The shrink label industry is divided into two distinct markets: shrink sleeves and ring cans. Both are available in flexo printing and are of the same good quality.
The lateral shrinkage characteristics of the film are abbreviated as TD. First, shrink the film across the broadside of the roll to form a tube that fits over the container. The film then heats up and shrinks laterally, and the film clings to the container.
The feature of the longitudinal positioning of the ring-shaped film is referred to as MD, which means that the film shrinks longitudinally when exposed to heat. The heat-shrinkable tube technology requires the bottling company to purchase expensive shrink label labeling equipment for cooperation. The ring-can technology is not.
Film and casing equipment
In general, when printing with an unsupported film, the tension control is done better than printing with a pressure-sensitive film. Some old-fashioned printing companies or companies that are determined to run a pressure-sensitive label business will not usually switch to shrink labels.
To print high-quality labels, thermal control is an important factor in addition to tension. The printer must have high heat dissipation to prevent the film from shrinking during printing. Heat is the biggest enemy of shrink film, so take all measures to prevent the film from overheating. A new generation of presses mixes the freezing drums to eliminate heat during the printing process.
Sets of labels need to engage equipment. The joining device forms a flat printing paper roll into a tube and then adheres the overlapped portion (forming the interface). Then, put the flattened sleeve back.
Both the manufacturing interface and the monitoring of interface manufacturing require labor intensive. In the joining process, if an important step is wrong, the resulting error will delay the subsequent process. The part that needs to be joined must be cleaned of ink and contaminants so that the adhesive can be properly bonded. The joining process must be monitored 100% to prevent the film from bursting as it shrinks on the container.
Joint equipment ranges from 40,000 to over 200,000 U.S. dollars, with a higher-priced surveillance system.
Stickers equipment
In casing production, the next flow of label printing is packaging. Although labeling is sometimes done manually by packaging commercials, it is generally used special labeling equipment to attach labels to containers. Advanced labeling equipment can be up to $500,000.
The labeling device opens the bonding film, punctures (if necessary), then cuts the label across the container and places it on the container. Next, heat is transferred via a steam, infrared or pressurized airflow oven to bring the film into close contact with the container.
The can-type film is the use of the usual equipment to close the label on the container. Different technologies need different adhesives and thermostats. Because during the shrinkage process, pressure is exerted on the adhesive of the film to the film contact point, hot-melt adhesives are required (in some cases solvent-based adhesives are required). In the past, the use of low-shrinkage UV adhesives appears to be good when low shrinkage is required, but so far there have been few successful examples.
Presumably, the only substrate that can be used as a ring can film today is polypropylene. Because its upper limit of shrinkage is 20 percent, hot melt adhesives work well, and solvent-based adhesives can cause polypropylene to wrinkle. Due to the high shrinkage temperature curve of polypropylene, the pressurized air shrinking thermostat is the main type of thermostat used because it can reach a higher temperature than a steam oven.
More films with higher shrinkage are entering the market, and solvent-based adhesives will need to resist the high shrinkage force of the interface.
Our High Power Hair Dryer featuring a salon-quality motor, this Electric Hair Dryer works fast and helps seal cuticles to deliver shiny results. This Hair Dryer allows to achieve smooth, frizz-free hair with less damage. High power hair dryer deliver powerful airflow for fast drying. Lightweight Blow Dryer gives a comfortable grip. Color and logo of our Hair Straighteners are designed as your requirements. If you have any question or you want to know more information about this professional Titanium Hair Straightener, do not hesitate any more!
High Power Hair Dryer
High Power Hair Dryer,High Power Foldable Hair Dryer,Anion Blower Hot,High Power Professional Hair Dryer
Gold Beauty Limited. , http://www.goldbeautyltd.com