Abstract: This paper briefly describes the process and essentials of curved screen printing, explains the pre-press surface treatment method of plastic containers, and explains in detail the screen printing process of rotating plastic containers and non-rotating plastic containers.
Keywords: packaging container; screen printing; rotating body
Any screen printing decoration on containers (cups, bottles, jars, cans, etc.) made of various materials (plastics, glass, ceramics, etc.) whose surface is not a flat surface but is concave, convex, or arc-shaped can be called Surface screen printing.
First, the process and method of surface screen printing
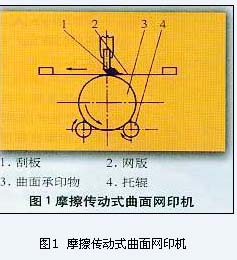
In the following, cylindrical and conical objects are taken as examples to illustrate the method of surface printing. Cylinders and cones are the same in printing methods because they need to be rotated when printing the two substrates. When the squeegee is pressed, the printing pattern on the screen plate is in close contact with the substrate, and the printing plate moves and drives the substrate to rotate. After printing, the substrate is removed. At this time, the squeegee and the screen are returned to the original position at the same time, and the printing process is completed. The important thing to note in this process is that, before printing, the screen plate and the substrate cannot be contacted, leaving a gap distance of 2 to 3 mm. This is the same with the requirement that the screen and the printing material be separated from each other in the plane screen printing. The sharp centerline of the squeegee is in line with the center of the substrate, and then the screen plate is rotated to print the substrate. See Figure 1.
The scope of application of curved printing not only includes cylinders and cones, but also fine screen printing on concave shaped and quite profiled products. There is no difference in printing principles between surface printing and flat printing, but the former is More difficult.
For example, when printing cylinders and cone substrates, there is a limit to the size of the area that the squeegee stamps on the substrate. In addition, the strength and flatness requirements of the scraper must also be taken into account. Otherwise, the printing patterns at both ends of the object may be blurred and the writing may be lacking. In addition, printing quality problems may occur if the type and type of screen used are not selected when making the screen version.
To make screen printing work smoothly, you must have the following three conditions (surface printing methods):
(1) The vertical centerline of the scraper must be perpendicular to the centerline of rotation of the substrate;
(2) The substrate must be able to swivel, but the central axis that requires suction cannot be rotated;
(3) The plate or substrate must be able to rotate.
In addition, during the printing process, the frame must be smoothly and evenly moved back and forth. The printing pressure of the squeegee should remain unchanged, and the substrate should not be shaken back and forth.
In the case of curved printing, a special frame and supporting device for the substrate must be designed and manufactured according to the shape of the substrate to ensure the printing accuracy.
Second, the plastic container before the surface treatment
1. Degreasing
The stains on the surface of plastic products or the release agent will affect the adhesion of the ink. The purpose of cleaning and degreasing of the surface can be achieved by alkaline aqueous solution, surfactant, solvent cleaning and sandpaper polishing.
Plastics with good adhesion to screen printing inks, such as ABS, polystyrene, and plexiglass (polymethyl methacrylate), are mostly wiped with lower alcohol solvents (such as methanol, ethanol, isopropyl alcohol, etc.) or sanded. Degreasing can be achieved.
2. Dust removal
The presence of dust not only affects the adhesion of ink on plastic products, but also affects the effect of screen printing.
Washing with a surfactant can remove dust and eliminate static electricity, but there is the possibility of dusting during the drying process.
The use of compressed air nozzles equipped with high-voltage electrodes to generate spark discharges is used to blow dust, which is fast and easy to operate. It can both remove dust and eliminate static electricity. In addition, there is a brush, as long as the dust can be removed on the print, the effect is also very good.
3. Improve the printability of plastic products
Appropriate surface treatment methods should be selected according to different plastics and process requirements: such as polyolefin (PE, PP) non-polar plastic, flame or corona treatment; polyester plastic containing benzene ring, its optical activity can be UV light treatment; nylon can be treated with phosphoric acid to improve the printability of plastic products.
The flame treatment is suitable for the surface treatment of small plastic containers. Its purpose is to decontaminate the surface with high temperature and melt the surface of the film layer, thereby improving the performance of the surface-adhering ink.
The container to be treated is put into the gas flame, the length of the flame inner core is controlled to be 6-19 mm, the tip of the flame core is 6-25 mm from the surface, the contact time is 0.1-1 s, and the rotation speed is 100-150 rpm. Strict operation requirements, if not careful will lead to product deformation, scrapped. This method has the advantages of good treatment effect, no pollution and low cost, and is currently mainly applied to the surface treatment of relatively thick plastic products.
(to be continued)
Template,Template Definition,Template Strand ,Template Monster
gfsdgsgds , http://www.nbprinters.com