Research on Application Technology of Double-volume Sealing of Steel Sheet Metal Container
Guo Song, Gao Yingxian, Ji Jinzhong
Abstract: This study analyzes the sealing characteristics of 202 series metal cans made from thin steel sheets (δ=0.16mm), identifying key issues and proposing effective solutions. Through experimental work, optimal sealing parameters and operational guidelines for producing 539 cans have been established.
Key words: metal can; coil sealing technology; thin plate; winding curve
Currently, China has over 300 three-piece can production lines, with an annual output of up to 23 billion cans. The 202 series (Φ52.3) small metal cans are widely used in food, beverage, and chemical industries. Traditionally, the tinplate thickness for these cans ranges between 0.2 and 0.23 mm. However, since the late 20th century, foreign countries have reduced the tinplate thickness to 0.14–0.16 mm, achieving material savings of over 30%. This ultra-thin tinplate (δ=0.14–0.16 mm) is known as SR tinplate. To maintain mechanical strength after thinning, adjustments in steel composition and heat treatment processes are necessary. For example, Corus in Europe produces δ=0.15 mm Class A steel by reducing Mn content (0.18–0.35%) and lowering annealing temperatures to enhance hardness.
1 Main Issues in Thin Plate Sealing
Due to the economic benefits of using thin plates, some Chinese companies have started employing them for metal containers. However, the significant changes in mechanical properties—especially reduced plasticity and increased hardness—have led to challenges in existing sealing structures and molds. The winding roller groove, which plays a critical role in the sealing process, requires redesign to accommodate thin plates. If traditional dimensions are still used, they may not meet the requirements of thin plates, resulting in poor sealing performance.
When manufacturing 539 cans from δ=0.16 mm sheets, the following problems were commonly observed:
(1) Wrinkle degree: Exceeding 50% not only affects seal tightness but also causes surface scratches and defects like tongue sticking (Figure 1).

(a)

(b)
Figure 1 crimping disassembly diagram
Thin plate (δ=0.16mm) 539 can wrinkle degree >50%
(2) Splicing rate: Unstable and difficult to meet required standards.
2 Characteristics Analysis of Thin Plate Sealing
According to metal plastic deformation theory, when deformation exceeds forming limits, instability and wrinkling occur. Excessive wrinkles can invalidate the curl, making it unsuitable for long-term food storage. By analyzing the causes of wrinkles during the winding process, this study aims to improve wrinkle degree, splicing rate, and sealing tightness. Generally, acceptable commercial can wrinkles should not exceed 50% of the crimped seam length.
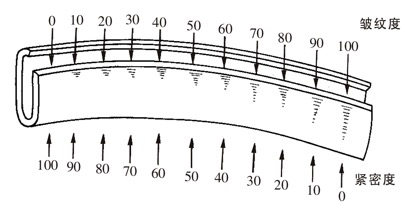
Figure 2 Schematic diagram of wrinkles
The size and cause of wrinkles are influenced by multiple factors, including:
2.1 Sheet Hardness
Higher hardness leads to better elasticity but worse formability, increasing instability and wrinkles. Rolling of δ=0.16 mm tinplate increases hardness and elastic modulus, making sealing more challenging. As shown in Figure 3, higher T values (hardness) reduce material area shrinkage ψ%. Experiments found that lower-hardness covers result in smaller wrinkles, while high-hardness covers increase wrinkling significantly.
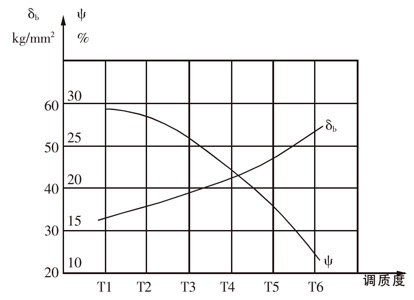
Figure 3 Mechanical properties of tinplate
2.2 Thickness
Thicker plates are easier to form, while thinner ones are harder. Thicker sheets tend to wrinkle later in the deformation stage, whereas early elastic instability often results in permanent wrinkles. Large wrinkles during encapsulation are typically due to early elastic instability.
2.3 Can Diameter
Smaller can diameters (larger curvature) lead to more wrinkles. At φ153, wrinkle degree is usually below 20%, but at φ52.3, it can reach 40% or more. Smaller outer diameters increase compressive deformation, making wrinkling more likely. Experimental results show that the minimum outer diameter of a round can can be as small as φ38, with square arc radii as small as R15 (φ30).
In summary, the combination of higher hardness, thinner plates, and smaller can diameters increases early instability during double-sealing, leading to higher wrinkle degrees. Most of these issues can be addressed by adjusting deformation diameter and sealing molds, while others require improved crimping machine accuracy.
3 Plans and Measures
Based on instability theory analysis, an experimental plan was developed focusing on reducing deformation.
3.1 External Dimensions of Crimping Edge
To achieve quality standards for thin-plate can enveloping, the external dimensions of the thin-plate crimping were preliminarily determined as shown in Table 1:
Table 1 202 cans thin plate crimping external specification design
Tinplate thickness (mm)
Curling thickness T
(mm)
Crimping width W
(mm)
Buried head C
(mm)
Can lid
Can body
Plate thickness
0.16
0.16
0.95±0.10
2.40±0.15
3.00±0.15
3.2 Can Body and Can Lid
Reducing the outer diameter of the can lid and flange diameter helps decrease deformation. This adjustment also saves material. Spinning and flanging methods are used to address cracking and wrinkling in thin plates.
3.3 Sealing Curve
In double-sealing technology, the first winding is crucial. The design of the first envelope curve must consider material mechanics, elasticity, plasticity, and thin shell theory. Figure 4 shows a typical winding curve.
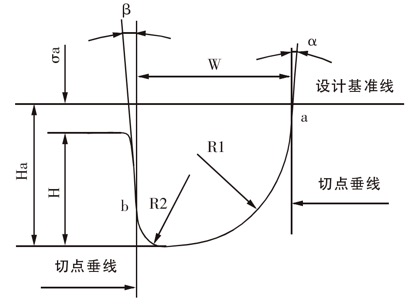
Figure 4 A winding curve
Due to smaller curling edges, the curve’s width and depth are reduced. Increasing R1 can cause early elastic instability, while reducing R1 makes the thin plate deform more smoothly. After sealing, R1 can be further adjusted to optimize the winding roller curve.
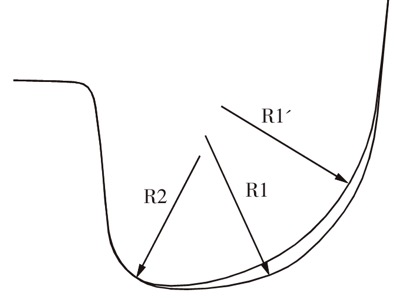
Figure 5 Curvature change of R1 in the curve
3.4 Indenter and Head Penetration
The indenter's countersunk part is shown in Figure 6. C represents the indenter's penetration, C' the lid's intrusion, Δc the head difference, and Δc' the gap between the indenter and lid bottom.
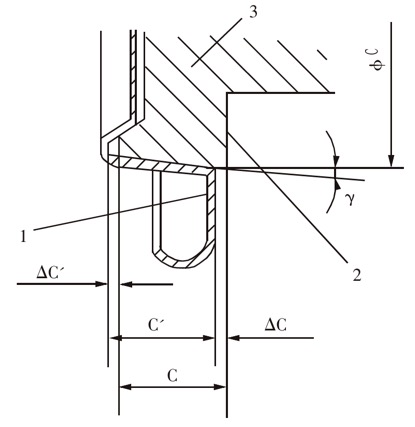
Figure 6 Head and head of the can lid
1—can lid 2—back 3—indenter
When Δc is 0.1–0.15 mm, φC should be about 0.1 mm larger than φH. Adjustments should be based on actual can lid dimensions.
3.5 Splicing Rate
The internal splicing rate is calculated as follows:

Setting the splicing rate to 70%, the tank hook BH and lid hook CH should be around 1.7–1.8 mm.
4 Adjustment and Test Seal
Due to the high precision required for ultra-thin plate sealing, attention should be paid to the following during machine adjustment:
4.1 Installation of Rollers and Indenters
a. Axial movement of the coiled roller ≤0.03 mm;
b. Roller rotates smoothly and is securely installed;
c. Pressure head and tray are reliably installed.
4.2 Adjustment of Sealing Roller
Roller position adjustment is shown in Figure 7. Lateral adjustment involves the gap δ with the indenter, while longitudinal adjustment involves the gap Δ during maximum reduction. When adjusting:
δ↑, CH↓, easy to lose, wrinkle, fast;
δ↓, CH↑, easily damages the indenter;
Δ↑, splicing rate (%) ↓;
Δ↓, splicing rate (%) ↑, when Δ reaches 0.3 mm, it is the tightest.
4.3 Adjustment of Head Penetration
By adjusting the indenter's heading degree C and head difference ΔC, the cover hook length CH can be changed, affecting the splicing rate.
C↑, ΔC↑, CH↓, splicing rate (%) ↓;
C↓, ΔC↓, CH↑, splicing rate (%) ↑.
Increasing C and ΔC requires higher head pressure, deepening the cover and increasing the embedding degree C'. Reducing C or even setting ΔC negative can reduce C'.
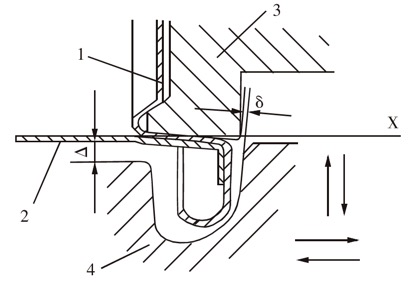
Figure 7 Adjustment of a roll seal wheel
1—can lid 2—can body 3—indenter 4—one sealing roller
Table 2 202 (δ = 0.16mm) 539 cans thin plate sealing process main technical parameters
Two-way curve
Indenter
crimping
Leading angle α=2°
Export angle β=1°
Curve slot width W=2.06
Curve groove depth H=1.44
Curve R1=1.70
Curve R2=0.50
Leading angle α=2°
Curve slot width W Ì=3.10
Curve groove depth H Ì=0.49
Curve R1 Ì=3.70
Indenter draft angle γ=4°
Indenter head C Ì=2.95
The head difference with the cover head â–³C=0.1
Indenter diameter Φc=52.4
Crimping thickness T=0.95±0.15
Crimping width Wc=2.40±0.15
Can lid buried head C=2.9±0.10
Cover hook length CH=1.6~1.8
Tank hook length BH=1.5~1.7
Lamination rate (%) = 60 ~ 70
Wrinkle degree (%) = 40 ~ 55
5 Conclusion
Through research and experimentation on the double-volume sealing process of 202 series (Φ52.3) small metal cans using δ=0.16 mm thin plates, it has been confirmed that the technical requirements for 539 can production can be met. The main technical parameters of this process are listed in Table 2. This project provides valuable insights for applying δ=0.16 mm plates to other can types.
References:
[1] Hu Jianhua. Current Status and Future of China's Metal Packaging Industry [J]. Metal Packaging, 2004, (2).
[2] Gao Yingxian, Zhan Busen. Development of Chinese and foreign can making technology and equipment [A]. Technology Fax—Packaging, Food, Printing, 1998.
[3] Zhang Wencan. The latest development of tinplate and the easy opening of secondary cold rolled materials [J]. Metal Packaging, 2007, (3).
[4] Liang Bingwen. Sheet metal forming performance [M]. Beijing: Mechanical Industry Press, 1990.
[5] Gao Yingxian. Deformation analysis during the process of double-winding of metal sheets [Z]. General Institute of Mechanical Science 33970881, 2000.
[6] Liang Bingwen. Theory of elastic instability [M]. National Defense Industry Press, 1983.
[7] Liang Runcheng. Factors Affecting the Quality of Three-Pack Can Sealing[J]. Metal Packaging, 2007, (4).
1200 Replaceable Body roller, body derma roller, body dermaroller, body micro roller, body mesotherapy roller, body cosmatic roller,body mciro needle roller,1200 skin roller, 1200 micro needling roller, 1200 micro needles roller ,body micro derma roller, body derma needling roller, 1200 meso needles roller , 1200 derma rolling system,body derma roller system
1200 Replaceable Body roller, body derma roller, body dermaroller, body micro roller, body mesotherapy roller, body cosmatic roller,body mciro needle roller
Guangzhou Vantee Electronic Technology Co., Ltd. , https://www.finerroller.com