Modification and application of spot welder and seam welder in barrel factory
Liu Yong Qingyun
[Abstract] This paper introduces the effect of the spot welding machine and seam welding machine of the 200 liter steel drum manufacturing equipment after being modified by the mechanical part and the control part. After the transformation, the spot welding machine and the seam welding machine realized the edge amount of 4-6mm (10mm before the transformation), which saved the raw materials, improved the seam welding quality, reduced the leaking barrel rate, and can be controlled within 5%. The frequency converter controls the motor speed and the speed of the barrel is also improved. At the same time, as the degree of automation increases, the labor intensity of the workers is greatly reduced. The use of this product has achieved good economic and social benefits. Here we mainly introduce the transformation and operation of the electrical control of the seam welder.
[Key words] seam welder transformation
I. Introduction
Weld sewing machine is the most important equipment in the steel drum manufacturing industry. The quality of the weld seam directly accounts for a large proportion of the qualified rate of steel drum products. At present, in order to improve the weld quality and efficiency and improve the product qualification rate, we Focusing on the research and transformation of the domestic seam welder control system, the KJF-160 seam welder special control system was successfully developed. The control system has the following characteristics.
1. The whole machine adopts modular structure;
2, using frequency conversion technology and three-phase asynchronous motor drive;
3. The welding wheel adopts air-cooled thyristor module to adjust the welding current;
4. The whole machine adopts PLC control;
5, the current adjustment is digital, the adjustment accuracy is high;
6, welding voltage, current, set value, motor speed digital display.
Second, the principle of seam welding
Seam welding is a pressure resistance welding. Resistance welding, also known as contact welding, is a kind of welding that uses the resistance heat (Q=I2Rt) generated by the contact of two weldments as a welding heat source, locally heats the weld to a high temperature plastic state, and forms a firm joint under pressure. method.
Because the contact resistance between the weldments is limited, in order to achieve high temperature in the extremely short time (0.01 seconds - several seconds) to reduce heat loss, high-power (high-thousand-tens of thousands of volts) high-power power supplies are used. . Resistance welding has the advantages of high production efficiency, small welding deformation, good working conditions, no need to add filler metal, and easy automation. However, the equipment is complicated, consumes a large amount of electricity, and has certain restrictions on the thickness and cross-sectional shape of the weldment, and is generally suitable for mass production in batches.
Resistance welding can be divided into three types according to the joint type. Among them, spot welding and seam welding are the most widely used in the barrel industry.
(1) Spot welding
Place the two thin plate weldments between the upper and lower cylindrical electrodes, and press them to heat them (Fig. a). Since an electrode made of a copper alloy having good electrical and thermal conductivity is used and the water is cooled by the middle, the heat generated by the contact resistance between the electrode and the weldment is quickly dissipated, and the heat is mainly concentrated at the contact of the two weldments. The metal is partially melted to form a nugget, and then the electricity is cut off to maintain or increase the electrode pressure. The nugget metal cools and crystallizes under pressure to form a dense joint. Spot welding can be done at a single point or at multiple points.

Figure 1 Spot welding diagram
When there are multiple solder joints on the workpiece, there must be a certain distance between the solder joint and the solder joint. Because a second portion of the solder joint is soldered, a portion of the current passes through the solder joint. This phenomenon is called shunting during spot welding (Figure b). The splitting will reduce the welding current of the second spot welding and affect the welding quality. The shunting phenomenon is related to the weldment material and thickness. The thicker the weldment, the better the conductivity of the material, the more severe the shunting phenomenon. In order to reduce the shunting phenomenon, a certain distance between the two solder joints is required, and the minimum distance between the solder joints is shown in Table 1.
Table 1 Minimum spacing between solder joints
The quality of spot welding is mainly related to welding current, energization time, electrode pressure and cleaning of the weldment surface. If the welding current is too small, the energization time is too short, the electrode pressure is insufficient, or the surface of the weldment is not cleaned, the welding may not be strong. On the contrary, the outer surface of the weldment will be crushed, resulting in waste.
Spot welding is mainly used for welding all kinds of thin plate stamping members. The thickness of the workpiece is generally 0.5-4mm. It is widely used in automobiles, airplanes, rolling stock and agricultural machinery.
(2) Seam welding
Seam welding is also known as seam welding. The seam welding process is similar to spot welding except that a cylindrical electrode (steel alloy roller) is used instead of a cylindrical electrode (Fig. c). During welding, the roller electrode is pressurized and energized, and the rotation of the roller electrode drives the weldment forward. As a result, the weldment contacts a continuous weld formed by a series of overlapping weld points.
In seam welding, since the solder joints overlap each other, the sealing property is good, so it is mainly used for manufacturing thin-walled containers having a thickness of 3 mm or less, such as a fuel tank, a water tank, a chemical container, and a muffler. Since the solder joints overlap each other, the shunt phenomenon is severe. In order to save energy and allow the weldment and equipment to cool down, the welds are mostly used to store and intermittently energize, see Figure c.

Figure 2 seam welding
F——represents the welding wheel pressure; V——represents the welding wheel speed; I——represents the current
Third, the factors affecting the quality of the weld
Due to the heat Q=VIt, Q=V2t/R is obtained according to Ohm's law I=V/R
From the formula of Q=V2t/R, it can be seen that the heat Q is determined by the welding power source V, the contact resistance R, and the welding wheel speed v(t). The stability of the three parameters can stabilize the weld gap quality.
1. Factors affecting the welding voltage (V)
A, the thyristor is adjusted;
B, fluctuations in the grid voltage.
2, the factor affecting the contact resistance (R)
A, the size of the welding wheel pressure;
B. The size of the edge.
3. Factors affecting the welding speed v(t)
a, the inverter is adjusted.
Fourth, the main technical parameters and indicators
1, the output: 1 / (10-15) seconds
2, push motor power: 1.1KW
3. Air source pressure: 0.1-0.4MPa
4, the power supply voltage: 380V
5. The control system can make the equipment achieve the following effects in actual use:
1. The current is stable when working, and the spark is small or no spark;
2, the welding is smooth and no hair, and the leak rate is low;
3. Welding current, welding voltage, welding heat energy and various parameters are displayed by digital instruments, which enhances the visibility of welding parameters;
4. The welding current and other parameters are given by digital meters, and the setting accuracy is high;
5. The welding wheel drive is driven by frequency converter and three-phase asynchronous motor, the speed is adjustable, and the wiring is simple;
6. The system has the function of automatically retreating the barrel and automatically turning the barrel, which greatly reduces the labor labor.
Sixth, the transformation of the mechanical part of the spot welder and seam welder
1. Replace the "Z" type clamp of the electric welding machine, and replace the positioning clamp with the edge of 10mm when the edge is placed with the positioning clamp with the edge amount of 4mm (see figure);
2. When the seam welding machine is working, the trolley is pushed and pushed before the transformation, and the roller is transmitted after the transformation.
Seven, operating procedures
(1) boot
1. Turn on the cooling water: ensure that all kinds of cooling water in the system are unblocked;
2, open the gas source switch: to ensure that the gas source is unblocked, use the regulating valve to determine the electrode pressure;
3. Turn on the main power supply;
4. Turn on the power of the control cabinet.
(two) the function of the panel
1. Current meter: indicates the welding current size;
2. Voltmeter: indicates the welding voltage of the upper and lower welding wheels;
3, heat / current regulator: indicates the welding active power, may "â–³" and "?" given current (see LU-906 manual for details);
4. Waveform integrity rate: Indicates that the thyristor phase shifting electrical angle is 0°-180°. Upper and lower limit alarm prompts shifting;
5, power indicator: indicates whether the power is turned on;
6, upscale: prompt to change the transformer level to high-end (see the attached table for the gear map);
7. Change the low gear: prompt to change the transformer series to the low gear (see the attached table for the gear map);
8. Control the power switch: whether the control power is turned on;
9. Single turn: In the "adjustment" state, the foot switch is activated, the welding wheel rotating transformer and the upper head pressing cylinder are not working. This function is used to polish the welding wheel and adjust the motor;
10. Single welding: In the "adjustment" state, the foot switch is activated. Welding transformer operation, this function is used to adjust the no-load voltage (electrode) after shifting;
11. Single pressurization: In the "adjustment" state, the foot switch is activated. Only the upper cylinder is working, and the pressure between the welding wheels can be adjusted at this time;
12, manual / automatic: manual, automatic switching;
13, work / adjustment: work mode switching:
(1) Work: welding is possible;
(2) Adjustment: There are three ways, single turn, single weld, single pressurization;
14. Current boost: None - no current boost; strong: 10% current increase in 15S; weak - 10% current increase in 30S.
15. Foot switch: Step on the foot and start. Then stop and stop, the mushroom head switch is only used to stop use;
(3) Working methods:
1. Manual: Hit the "manual" file and start with the foot switch.
Working order: under the welding wheel → motor rotation → start welding. Then step on the foot switch and the welding stops.
2. Automatic: When the automatic gear is reached, the foot switch is activated.
Working order
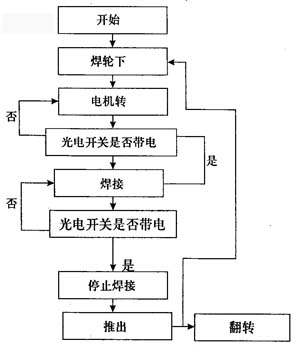
The above sequence is continuously cycled through the PLC, and seam welding is automatically completed. In the working state, the foot switch can be used to stop.
(4) Adjustment
1. Current: given by LU-906 smart meter;
According to the difference of the plates used for welding, and the quality of the welding, through the "â–³" and "?" on the dial;
2. Pressure: the gear position is directed to "adjust" and "single pressurization" to start, and the pressure range of the regulating gas source is 0.1-0.4MPa;
3. Speed: The welding wheel adopts three-phase motor AC frequency conversion control, and the speed can be given by the frequency converter. Change the frequency through the inverter "â–³" and "?" to adjust the speed (see the inverter manual for details) 0-50Hz;
(5) Common problems and treatment methods
1, the fan, the inverter loses power
(1) The welder stops working for more than 20 minutes, and is reset by the foot switch to start;
(2) Check if the fan inverter single pole switch is tripped;
(3) Check the line by a professional.
2, the front end opening when welding the barrel body
Adjust the photoelectric switch to move in the direction of the barrel.
3, the front end of the barrel is not welded
(1) Adjust the photoelectric switch to move in the opposite direction to the barrel;
(2) The front end of the edge is too large to remind the welder to pay attention.
4, welding the barrel with trachoma
(1) The spot welding current is too large, and the spot welding current is adjusted;
(2) Check if the welding wheel is smooth and polish the welding wheel.
5, the welding quality is unstable, the welding can not be mixed with the welding wear
(1) Check if the air pressure is suitable and whether there is air leakage in the air circuit;
(2) Check whether the plate is smooth and the material is qualified. If the plate is a qualified product, then small current and low speed welding can be used to improve the welding quality;
6, matters needing attention
(1) The surface of the selected plate should be smooth and free of rust;
(2) The material of the plate should be uniform without thickness unevenness;
(3) The barrel body is 4-6mm, the front and back of the barrel are less than 0.5mm, and the diagonal error is small;
(4) The current should be controlled within 300A to ensure the normal operation of the transformer.
Drawings:
1, transformer gear position map
Transformer gear indication map
2. Four mechanical drawings of seam welding machine


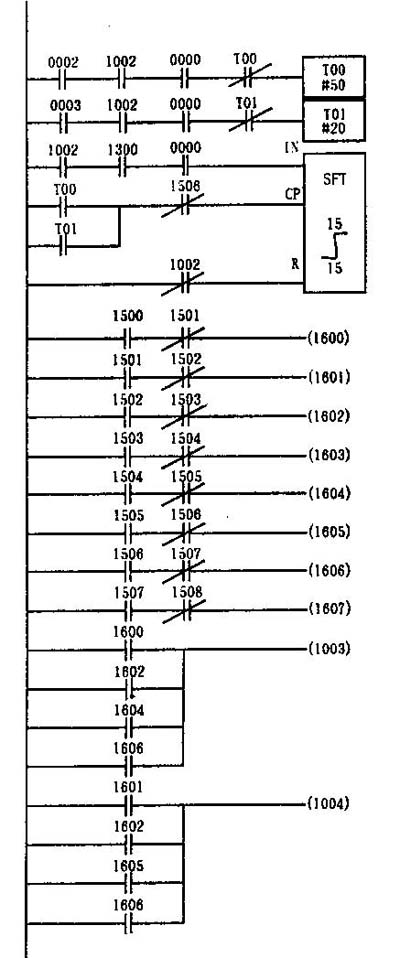
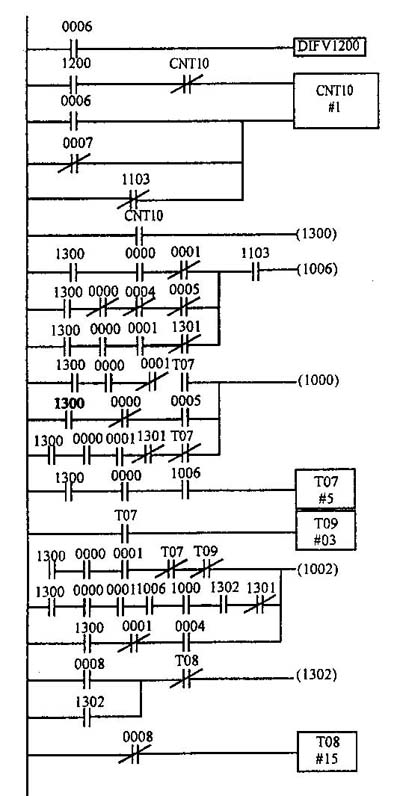
3, seam welder program map three

Two Wheel Trolley,Black Carry On Trolley Case,Two Wheels Trolley Case ,Directional Wheel Trolley
Shan Dong Jiran Economic and Trade Limited Company , https://www.jiranbags.com